包裝速度0-15個/分鐘
使用氣壓0.5—0.7MPa
操作人員1人
工作模式連續工作
供電電壓220V/50-60HZ
產量80-160(具體速度根據物體和標簽大小而定)
標簽精度±1.0 mm
適用容器范圍定制
出標速度(米/分)≤40
袋子尺寸寬 90~210mm?長150~300mm
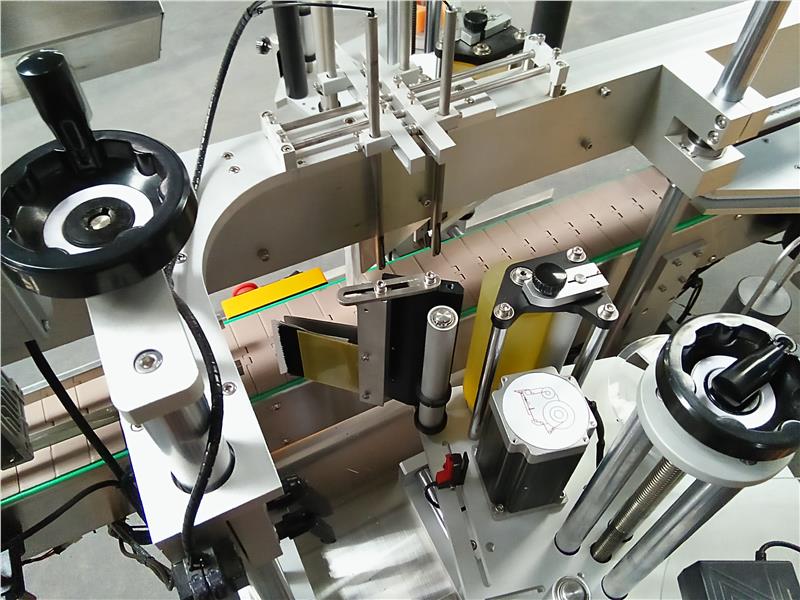
壓刷裝置
(1)標刷的中心對正標簽并且兩邊對稱;
(2)標刷垂直于容器表面;
(3)壓刷**容器的重疊間隙為:單個壓刷為10~15,組合壓刷為5~10;
(4)清洗刷距離海綿的位置為1~2。

貼標機的貼標方法
吹貼法的工作原理:在吸貼法基礎上有所改進,區別在于真空墊的表面保持不動,標簽固定和定位在一個“真空柵”上,“真空柵”是一個平面,上面布滿幾百個小孔。小孔用來維持形成“空氣射流”。由這些“空氣射流”吹出一股壓縮空氣,壓力很強,使真空柵上的標簽移動,讓它貼附到產品上。這種方法的優點是精度較高而且具備可靠性;缺點則是過程復雜。

貼標中要達到視覺效果。其中就是避免貼標中的翹標現象。在管子未灌裝之前貼標,貼好以后再進行灌裝封尾,而在封尾過程中的加熱對標簽的考驗尤其嚴峻,標簽距離底端越近,翹標的可能性就越大。實際應用中幾乎每個廠家都有類似問題,解決的辦法也多種多樣:
(一)、增加標簽的粘度,盡量使標簽粘貼牢固。要達到這個效果,需從以下幾個方面加以考慮:
①提高被貼軟管的表面質量。大部分的產品表面過有光油,會增加貼標的困難,內容物的滲出,管壁的微孔等等都會造成標簽的翹起,如何避免此類問題的發生, 應該是大家要考慮的一個比較重要的問題。
②在貼標過程中控制標簽的貼標壓力。
③控制貼標過程中的溫度。增加貼標溫度,會改善貼標效果,因為隨溫度的升高,物體內部物質的活性會增加,標簽才更容易與管身融合。
(二)、盡量采用柔軟的標簽材料,良好的標簽延展性對翹標也會有很大改善。
(三)、改變標簽的形狀。
將標簽的底端做成弧形, 盡量避開封尾變形區。當然圓弧不可以開的太深, 否則由于標簽本身的問題容易引起褶皺, 增加不必要的麻煩。對于異型封尾則要求標簽的形狀要做相應改變, 這樣不但可以避免翹標還可以增加美感。
(四)、消除靜電的影響。
貼標過程容易產生靜電, 這對貼標效果會產生影響, 適當提高貼標現場的濕度, 會有一定改善, 采用離子風機也是有效的解決辦法。貼標機內部設有濕度自動控制, 更可以單控制設備內部的潔凈度, 讓貼標遠離灰塵,提高產品的貼標質量。這樣做到了貼標過程中不再有翹標現象,達到視覺效果。
貼標機(Labeller),是將成卷的不干膠紙標簽(紙質或金屬箔)粘貼在PCB、產品或規定包裝上的設備。貼標機是現代包裝不可缺少的組成部分。
http://www.rr00.cc





